Metalworking
pin gauges
Pin gauges (sometimes called "plug gauges") are high-precision cylinders, sold in sets to allow the inside diameters of holes to be easily measured. A typical set will contain 250 pins, covering the range from 0.2508" to 0.4998" in 0.001" steps. The 0.0002" reduction from the nominal 0.251" - 0.500" range allows the pins to be inserted & removed without undue difficulty. Some plug gauges have handles, but those that are supplied as simple cylinders can in principle be used two or three at a time. I wrote a program (updated 2016-05-23) that, using Descartes' Theorem, allows one to find a set of three gauges that together will just fit in a hole of given diameter. The program is provided for Windows (tested under Windows 7) and Android (tested on Moto X).
letter-stamp dies
I devised a trivial device to facilitate the use of letter-stamp dies.
heat-treating furnace
I built a heat-treating furnace, making use of ideas from http://www.practicalmachinist.com/vb/general/heat-treat-oven-homemade-one-off-199644/, http://www.youtube.com/watch?v=qtMlV6V-zQI, and another source (http://www.viddler.com/explore/rashid11/videos/3/) that seems to have disappeared from the Web. My furnace is smaller than any of those, with a working volume of just 9" deep × 4" wide × 4½" high. I expect this size to be more than adequate for the cutters and similar small items that I may wish to harden.
The walls of the oven are made of K23 firebricks, held together with furnace cement (Harvey's #45005). Three bricks (A–C) were laid flat to form the floor, one on edge (D) forms the back wall, two on edge (E & F) form the side walls, and two laid flat toward the rear (G & H) form the roof. In use, the opening is closed by resting two more bricks (I & J) in position to close the front wall and the front third of the roof.
I cut a serpentine of grooves in the inner walls of Bricks D–F by feeding the bricks through my mill, working in a sort of router mode with the head tilted by 30° and a ¼" ball-nosed end mill in the quill. The heating element that fits in those grooves is of Kanthal wire (product #7101 from Budget Casting Supply). Two home-made connector rods run from the ends of the heating element, through holes in Brick D, to lengths of high-temperature hook-up wire (BCS item #7105). The connector rods are just pieces of ¼" stainless steel 416, cross-drilled near each end to pass the wires, and drilled and tapped in each end for M3 socket-head cap screws that clamp the wires in place.
To provide some mechanical protection for the friable firebricks, the furnace has a skin of 18G galvanized steel, held in place by beams from the MicroRAX system. I lined the steel sheets with some asbestos paper that I acquired years ago.
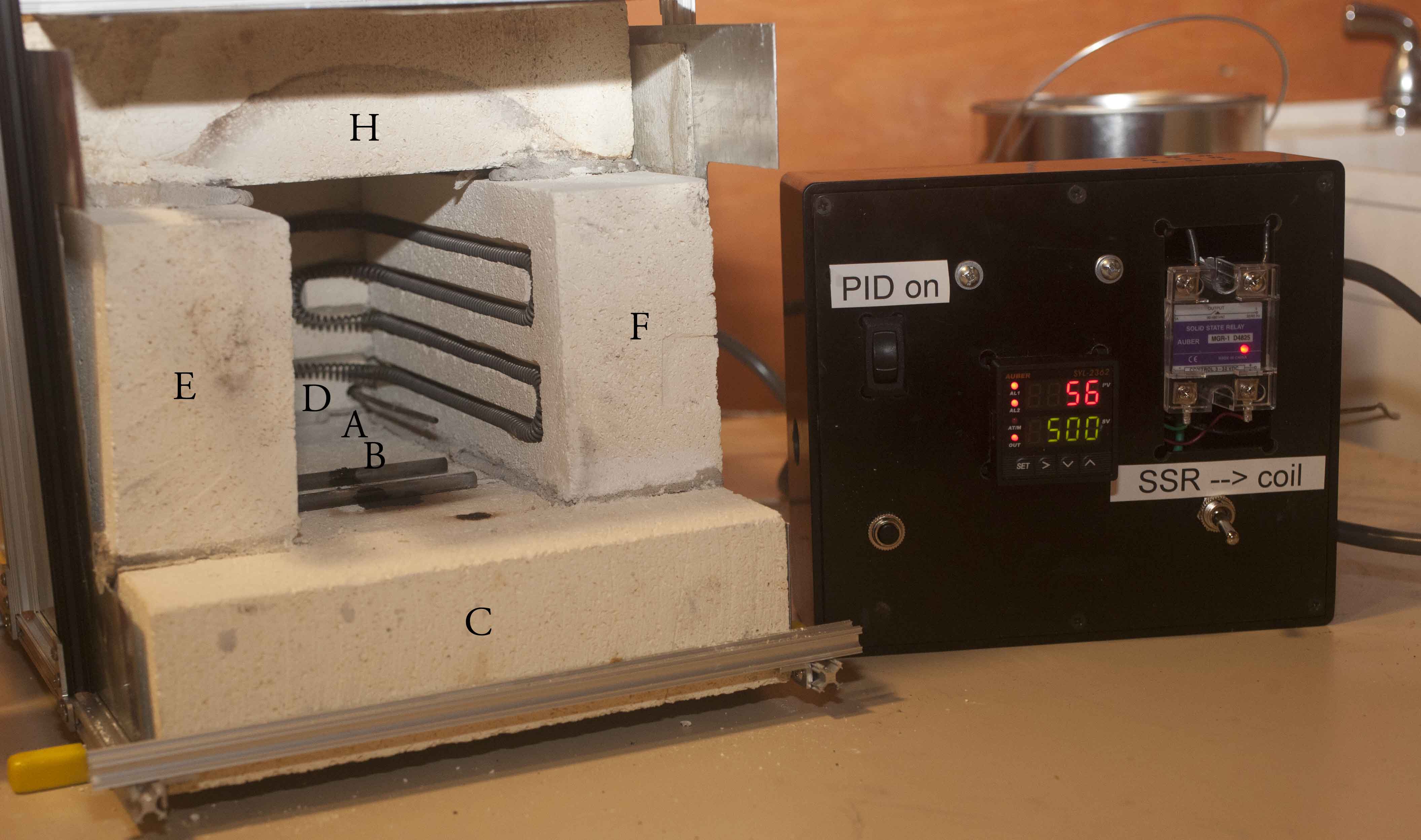

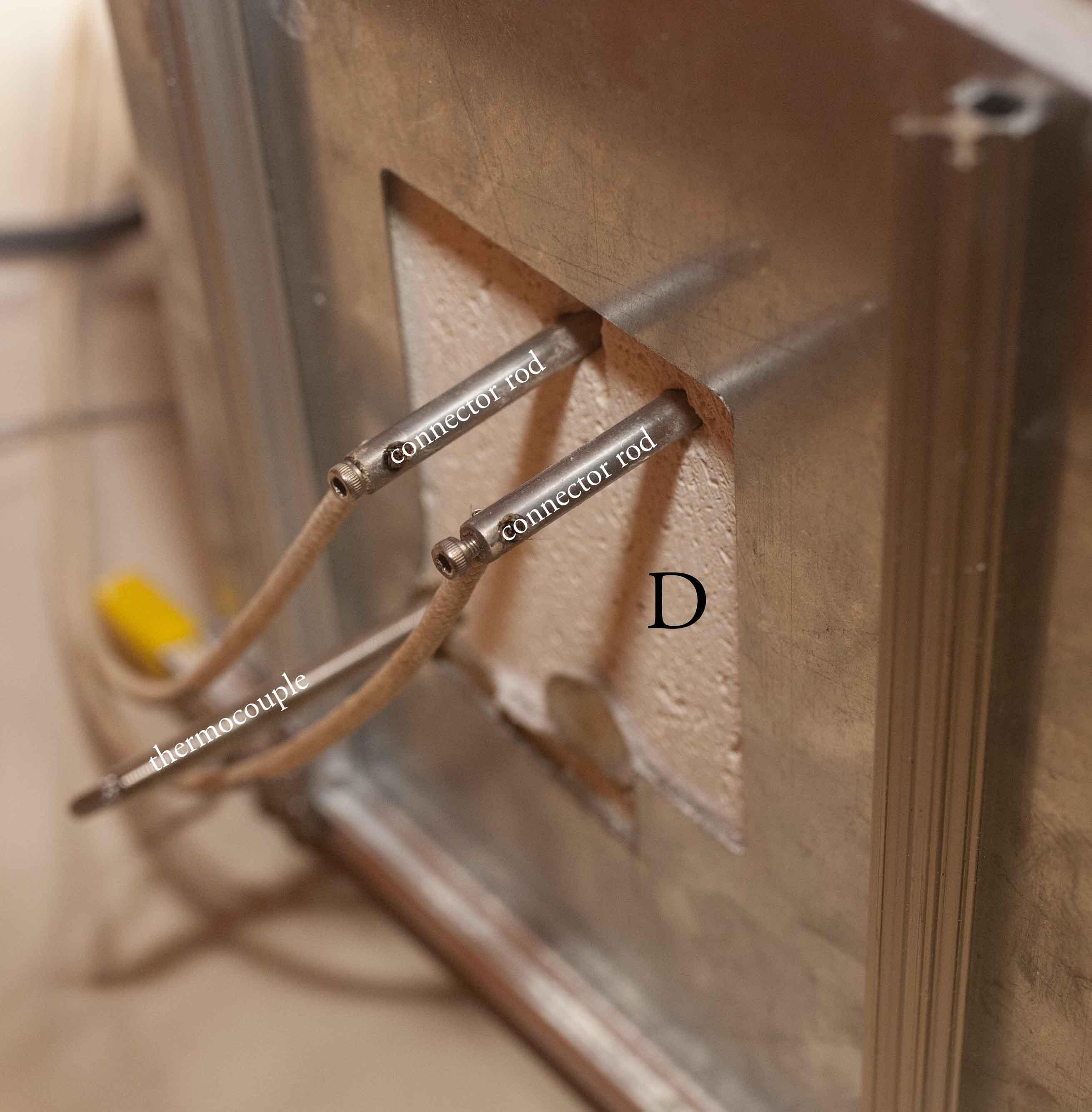
The control system uses electrical scraps to complement a PID controller (item #SYL-2362), a solid-state relay (#RS1A40D25) and heat sink (#HS25), and a K-type thermocouple (#WRNK-191), all originally from Auber Instruments. The thermocouple enters the furnace through another hole in Brick D. Notwithstanding the informality of the furnace's door, the Auber PID is able to bring the furnace to the highest temperature I've tested (1600 °F) in about 12½ minutes, overshooting by no more than 5°, and thereafter easing off to hold the set temperature within a degree or two indefinitely.
The original thermocouple from Auber failed after only a few hours' use, and they don't stand behind their product. I am now using a thermocouple (#XCIB-K-1-4-3) that I got from Omega Engineering.
machine tools
I have a Sieg SC4 lathe and a Tormach PCNC 770 CNC mill. My earlier mill was a Sieg SX3, and some notes related to the Sieg mill are here.
Page revised: 03/02/2018 18:14